

螺旋鋼管廠家聯(lián)系電話:13833977290胡經(jīng)理
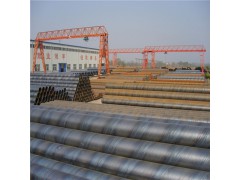
螺旋鋼管的常用標準一般分為:SY/T5037-2000(行業(yè)標準、也叫普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油天然氣工業(yè)輸送鋼管交貨技術(shù)條件di一部分:A級鋼管(要求嚴格的有GB/T9711.2B級鋼管和GB/T9711.3C級鋼管))、API-5L(美國石油協(xié)會標準、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-92(樁用螺旋縫埋弧焊鋼管) 承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036-83)是以熱軋鋼帶卷作管坯,經(jīng)常溫螺旋成型,用雙面埋弧焊法焊接,用于承壓流體輸送的螺旋縫鋼管。鋼管承壓能力強,焊接性能好,經(jīng)過各種嚴格的科學(xué)檢驗和測試,使用安全可靠。鋼管口徑大,輸送效率高,并可節(jié)約鋪設(shè)管線的投資。主要用于輸送石油、天然氣的管線。
螺旋鋼管廠家聯(lián)系電話:13833977290胡經(jīng)理
在鋼管行業(yè)市場低迷形勢下,很多鋼管企業(yè)抓出互聯(lián)網(wǎng)趨勢,抓住網(wǎng)絡(luò)營銷的機會,實現(xiàn)公司逆勢增長。國內(nèi)鋼管行業(yè)頻頻遭遇“寒冬”,但天津鋼管集團股份有限公司用不斷創(chuàng)新作為支撐力,助推中國螺旋鋼管品牌“走出去”的路越走越寬。中國螺旋管網(wǎng)獲悉天津鋼管主要產(chǎn)品為石油套管,目前,已發(fā)展成為世界單廠規(guī)模大、生產(chǎn)線多、品種規(guī)格全的螺旋鋼管生產(chǎn)企業(yè),產(chǎn)量居世界第一位。天津鋼管集團不但體現(xiàn)中國鋼管價格,而且更大展現(xiàn)了鋼管的質(zhì)量,作為首批全國創(chuàng)新型企業(yè),在油井用管領(lǐng)域,他們先后研發(fā)出一系列具有自主知識產(chǎn)權(quán)的特殊扣、抗腐蝕、高抗擠毀、熱采井用管等市場急需產(chǎn)品。目前,天管自主研發(fā)產(chǎn)品占新品總量的50%以上。今年初,該公司研制的X70QS管線管實現(xiàn)了我國國產(chǎn)高鋼級螺旋抗腐蝕海底管線管首次出口。7月份,這家公司又獲得一個美國特殊扣發(fā)明專利授權(quán)。不久前,大螺旋又與德國西馬克梅爾公司聯(lián)合,在白俄羅斯建設(shè)螺旋鋼管項目,實現(xiàn)了由技術(shù)引進到技術(shù)輸出的飛躍。2011年8月份,天津鋼管集團在美國投資興建鋼管項目破土動工,成為迄今為止我國制造業(yè)在美國大的“綠地”投資項目。去年8月份,美國項目投產(chǎn)后的第一支合格石油套管成功下線。今年1月,美國項目又以出色的工作和短的時間獲得API會標使用許可證,拿到了進入市場“金鑰匙”。螺旋鋼管廠家價格透明化。螺旋鋼管生產(chǎn)廠家一定要找滄州廣匯管道專業(yè)生產(chǎn):Q235B螺旋鋼管Q345B螺旋鋼管大口徑厚壁螺旋鋼管滄州廣匯管道是專業(yè)生產(chǎn)銷售螺旋鋼管,螺旋管,螺旋焊管大型企業(yè)之一,經(jīng)過多年發(fā)展,在滄州地區(qū)形成了較大的規(guī)模,公司從美國引進的林肯自動雙絲、雙面埋弧焊螺旋管生產(chǎn)線七條。滄州廣匯管道是專業(yè)生產(chǎn)銷售螺旋鋼管,螺旋管,螺旋焊管大型企業(yè)之一,經(jīng)過多年發(fā)展,在滄州地區(qū)形成了較大的規(guī)模,公司從美國引進的林肯自動雙絲、雙面埋弧焊螺旋管生產(chǎn)線七條,年產(chǎn)φ219-φ3500mm,壁厚5mm-25mm,材質(zhì)為Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42-X80的螺旋焊管30萬噸。
螺旋鋼管廠家聯(lián)系電話:13833977290胡經(jīng)理
全部采用SY/T5037-2000、GB/T9711.1-1997標準和APISpec5L標準產(chǎn)品廣泛用于天然氣、石油、化工、電力、熱力、給排水、蒸汽供熱、水電站用壓力鋼管、火力發(fā)電、水源等長距離輸送管線及打樁、橋梁、鋼結(jié)構(gòu)等工程領(lǐng)域公司專業(yè)生產(chǎn)大口徑螺旋鋼管、大口徑排污螺旋鋼管、螺旋鋼管廠家。螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.主要生產(chǎn)流程如下:(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。(5)采用外控或內(nèi)控輥式成型。(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內(nèi)焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。(8)焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù),及時消除缺陷。(9)采用空氣等離子切割機將鋼管切成單根。(10)切成單根鋼管后,每批鋼管頭三根要進行嚴格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。(11)焊縫上有連續(xù)聲波探傷標記的部位,經(jīng)過手動超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認缺陷已經(jīng)消除。(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。(13)每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數(shù)自動打印記錄。(14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。