擊微信聯(lián)系")




鑄鋼件的節(jié)點(diǎn)用簡單的話來描述**是:鋼結(jié)構(gòu)制造過程中,部分節(jié)點(diǎn)部位相貫較多,焊接不方便并且應(yīng)力大,或者無法通過焊接得到需要的形狀,采用鑄鋼形式做出,可以做任意形狀,焊接方便。生產(chǎn)的鑄鋼件有良好的機(jī)械操作特性、物理特性,可以有各種不同的強(qiáng)度、硬度、韌性配合的綜合性能,還可兼具一種或多種特殊性能,如耐磨、耐高溫和低溫、耐腐蝕等。
鑄鋼件在檢測前一般應(yīng)進(jìn)行清理。表面型砂澆冒口等雜物必須打磨干凈。
鑄鋼件加工業(yè)與機(jī)械工業(yè)關(guān)系密切,機(jī)械工業(yè)的發(fā)展將直接帶動(dòng)鑄鋼件加工業(yè)的發(fā)展。目前支撐機(jī)械工業(yè)快速發(fā)展的幾個(gè)支柱產(chǎn)業(yè):汽車、發(fā)電設(shè)備、機(jī)床等與鑄造業(yè)的關(guān)聯(lián)度大,帶動(dòng)作用明顯 。因此,從長遠(yuǎn)看,中國鑄造業(yè)發(fā)展態(tài)勢很好,機(jī)遇很多。
加工可用機(jī)械和設(shè)備進(jìn)行調(diào)整。具備能力可采用鑄鋼件大平底校準(zhǔn),在不具備這一條件的情況下,可采用機(jī)械和設(shè)備工藝鑄造。鑄鋼件加工的材料必須預(yù)留進(jìn)行超聲波探傷,不允許存在等于或大于同聲程直徑2毫米當(dāng)量平底孔的缺陷。
1、鑄鋼件強(qiáng)度高,可以承受較大的荷載,鑄鋼節(jié)點(diǎn)產(chǎn)品材料有良好的塑性、韌性及可焊性,不僅可以有效防止鑄鋼節(jié)點(diǎn)破壞,在低溫條件下仍能保持良好的焊接性能,給施工帶來很大的方便。
2、由于在工廠內(nèi)整體澆鑄,使得焊縫位于鑄鋼管上,避免了重疊焊縫引起的應(yīng)力集中。鑄鋼件節(jié)點(diǎn)外形多樣化,可以滿足多種結(jié)構(gòu)的要求,在大跨空間結(jié)構(gòu)工程中具有廣闊的應(yīng)用前景。
3、鑄鋼件節(jié)點(diǎn)中非實(shí)心部分大壁厚與小壁厚之比不宜大于3,且小壁厚應(yīng)大于10mm,變截面處宜光滑過渡。
4、在國內(nèi)剛剛起步,尚無規(guī)范可循,鑄鋼件的設(shè)計(jì)主要參照德國DIN17182標(biāo)準(zhǔn),采用有限元分析并以足尺寸或縮尺寸的實(shí)際鑄件或模型進(jìn)行試驗(yàn)加以驗(yàn)證。
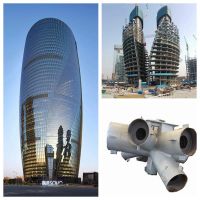
因鑄鋼件具有良好的加工性能、復(fù)雜多樣的建筑造型等性能,目標(biāo)在一些大跨度空間管桁架鑄鋼件中開始逐步推廣使用,特別是在處理復(fù)雜的交匯節(jié)點(diǎn)上,鑄鋼件有著得天獨(dú)厚的優(yōu)勢,由于鑄鋼一般碳當(dāng)量較高,雜質(zhì)尤其是S、P含量難以控制,同時(shí)鑄態(tài)組織晶粒粗大,導(dǎo)致鑄鋼的焊接性較差,對焊接工藝的要求很高,主要是減少殘余應(yīng)力,防止焊接裂紋的產(chǎn)生。